HDPE Pipe for Mining Applications
High-Density Polyethylene (HDPE) pipe is a popular choice for various mining applications due to its durability, flexibility, and resistance to chemicals and corrosion. HDPE pipe is particularly suitable for the transportation of water, slurry, and chemicals in mining operations.
Key Features of HDPE Pipes
1. Corrosion Resistance: HDPE pipes are resistant to most chemicals and corrosive materials, making them ideal for transporting various fluids in mining operations.
2. Flexibility: HDPE pipes can be easily bent and adapted to the contours of the terrain, reducing the need for additional fittings and simplifying installation.
3. High Strength: HDPE pipes have a high strength-to-weight ratio, making them suitable for high-pressure applications and withstanding harsh environments.
4. Leak-free Joints: HDPE pipes use heat fusion or electrofusion techniques to create strong, leak-free joints, reducing the risk of leaks and subsequent environmental damage.
5. Low Maintenance: Due to their resistance to corrosion and abrasion, HDPE pipes require minimal maintenance, which reduces overall operational costs.
6. Long Service Life: With a life expectancy of over 50 years, HDPE pipes offer a cost-effective and long-lasting solution for mining applications.
Applications of HDPE Pipes in Mining
1. Slurry Transport: HDPE pipes are widely used for transporting abrasive slurries containing solid particles, such as those found in mining operations.
2. Process Water Supply: HDPE pipes can be used to transport clean water for various mining processes, such as ore processing, dust suppression, and washing.
3. Dewatering: HDPE pipes can be used to remove excess water from mining sites, helping to maintain safe and stable working conditions.
4. Tailings Management: HDPE pipes can be used to transport tailings, a byproduct of mining operations, to storage or disposal facilities.
5. Acid Mine Drainage (AMD) Treatment: HDPE pipes can be used to transport water containing high levels of acidic materials and heavy metals, which require treatment before being released into the environment.
In conclusion, HDPE pipes are a reliable and cost-effective solution for various mining applications. Their corrosion resistance, flexibility, and long service life make them an ideal choice for transporting water, slurry, and other fluids in challenging environments.
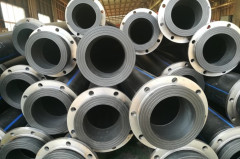
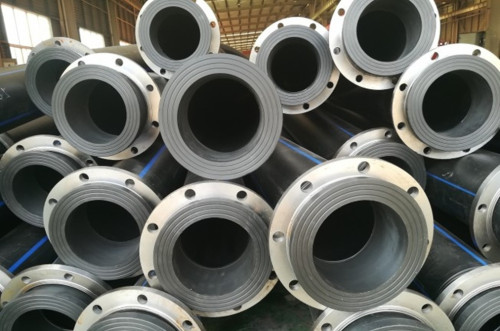
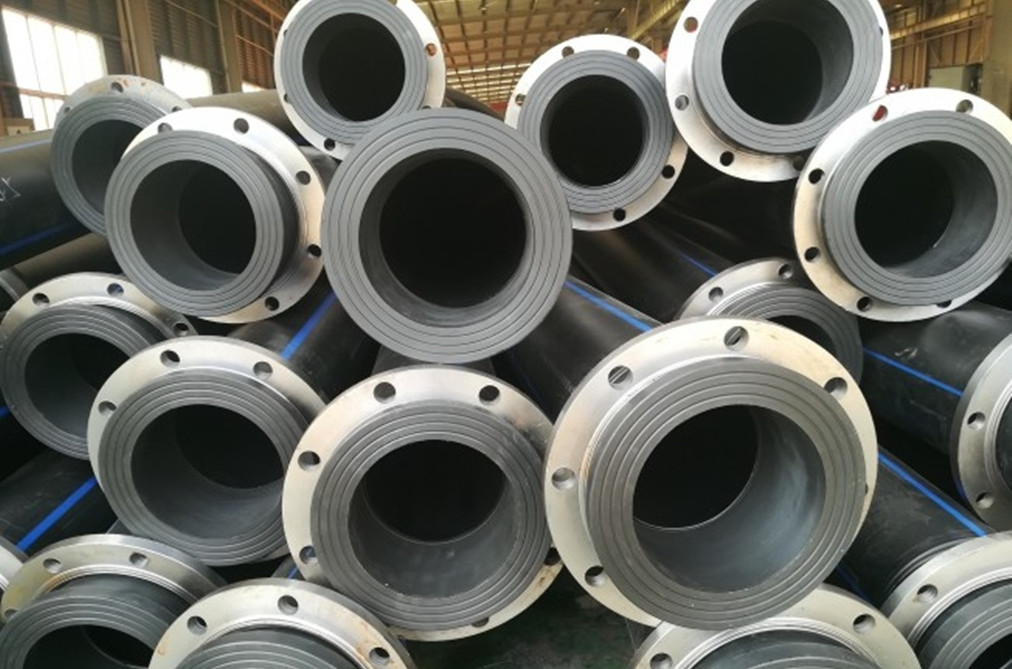
Smart Joint flanged HDPE pipes and fittings for Mining
1.Dia: OD20-1600mm HDPE Pipe for mining;
2.SDR: SDR6, SDR7.4, SDR9, SDR11, SDR13.6, SDR17, SDR21, SDR26, SDR33, SDR41.
3.PN: PN32, PN25, PN20, PN16, PN12.5, PN10, PN8, PN6, PN5, PN4.
4.Material: PE100, PE4710, PE100RC.
5.Standard: ISO 4427,EN12201, AS/NZS4130, ASTM 3035, DIN8074, GOST18599, DIPS, ASTM F714